|
Trailing Arm Strength Test
OK...so this isn't really
a test of an actual Trailing Arm (TA) but more of a
simulation using a 1/2" block of 6061 billeted aluminum
and Grade 5 bolts. The idea here was to get an
indication of at what point a bolt will strip out of
aluminum. Ideally it would have been nice to have an old
TA to use, as the composition of cast aluminum is quite
different from billeted aluminum. Just the fact that
cast aluminum is porous would lead you believe that
bolts will strip more easily then bolts in billeted
aluminum. But everything is relative and we know that
the factory torque recommendation for the 5/16"-24 TA
studs is 14-16 lbs. Here's a couple of industry standard
charts dealing with torque and shear limits.
 |
|
This table shows
the shear point of bolts but
I don't know what material they test in |
 |
So here's how my totally
unscientific test was done:
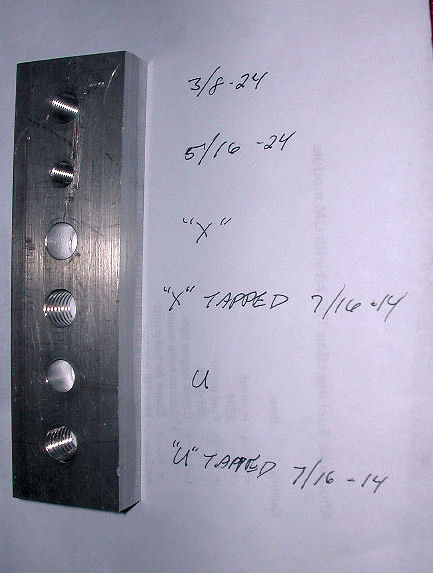
As you can see from the
picture below, a 1/2" thick block of 6061 billeted
aluminum was drilled and/or tapped at few different
sizes.
- 3/8-24 is for people
thinking of upgrading the stud size to get more
thread in the TA.
- 5/16-24 is the stock
thread size that the factory rates at 14-16 lbs of
torque.
- "X" is the hole size
recommended for the 7/16-14 tap that KeenSerts use.
- "X" tapped @ 7/16-14
is ready for the KeenSert size used with the TA
Repair kit.
- "U" is the industry
recommended hole size for a 7/16-14 tap. This is a
slightly smaller hole size which should yield a
deeper thread cut versus what KeenSerts recommend.
- "U" tapped @ 7/16-14
to see if the KeenSerts will work with this size
hole.
|
Six options to
choose from |
 |
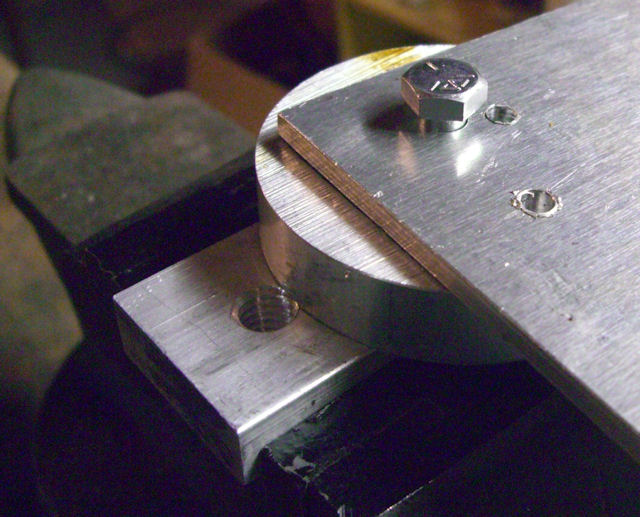
So now I clamped the
aluminum block in my vise, grabbed my torque wrench went
to work.
|
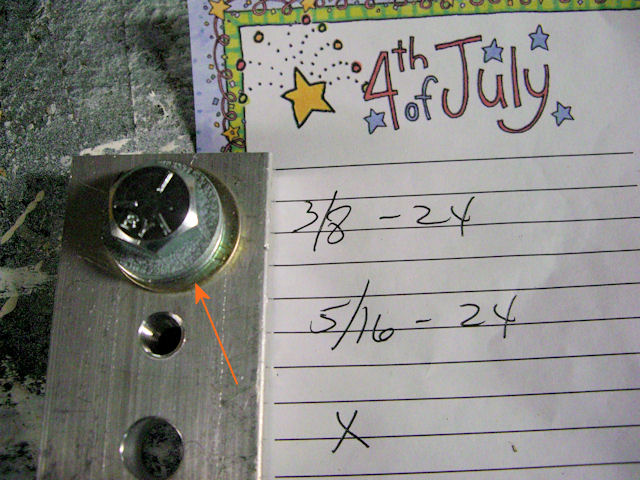
For both 3/8 &
5/16, multiple washers were used to set the
depth
and make sure I was testing thread strength and not insert grip. |
 |
|
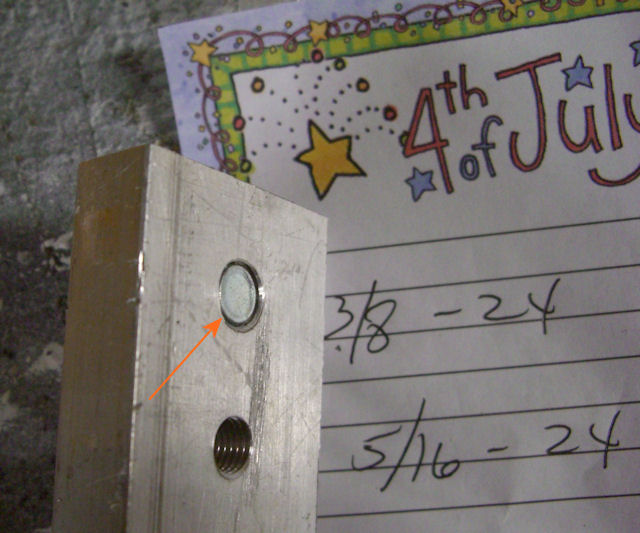
The bolt threaded
in the full 1/2" in all tests |
 |
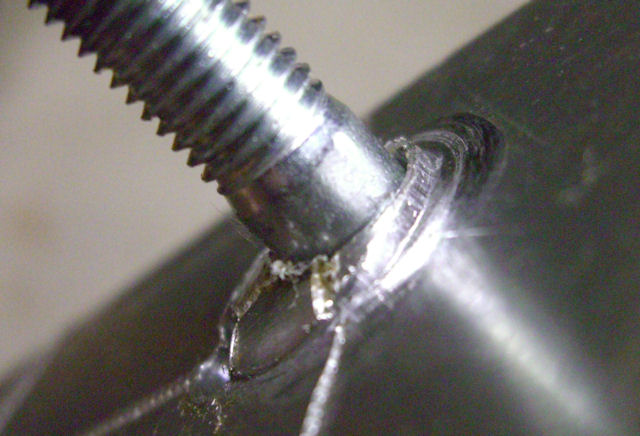
Here's how the first three
tests went using Grade 5 bolts:
- The 3/8-24 bolt
stripped the aluminum threads at 55 lbs
- The 5/16-24 bolt
stripped the aluminum threads at 45 lbs
- The 5/16-24 bolt in
the KeenSerts "X" tapped hole had the bolt head snap
off at 60 lbs. The KeenSert threads were undamaged
Next I tried to screw a
KeenSert into the "U" tapped hole. We did a "U" sized
hole because this is the industry recommended hole size
for a 7/16-14 tap size.................well......
KeenSert knows what they're doing when they specify the
larger "X" drill............you can't thread a KeenSert
into a "U" hole that's been tapped to 7/16-14. It just
won't fit.
The last test was to try
and rip the KeenSert out of the aluminum. For this test
I put used a socket larger then the KeenSert diameter so
I could draw it up into the socket. I slipped the bolt
through a grade 8 washer and into the socket and started
tightening in 5 pounds increments. When I hit 60 lbs of
torque, the only thing I had accomplished was to suck
the washer into the head of the socket to the point were
I had very little bolt head left to grip. Plan 2
involved using some scrap pieces of aluminum that Rick
had sent me.
Now I'm getting ticked off
as I really wanted to see if I could wreck the KeenSert.
The next step was to put it in my vise and see what it
takes to force it out.
|
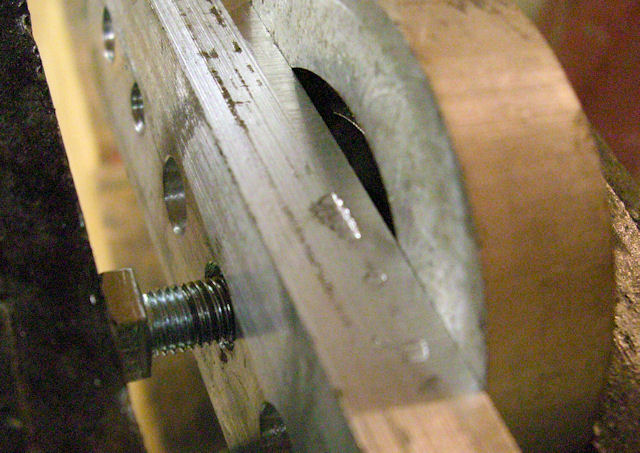
Here it is in my
vise where I cranked it tight by hand and
then started whacking the
vise handle with a framing hammer to tighten
it down until it failed. I was making so
much noise that my wife heard me two flights
up and came into the cellar to see what
all the racket was about |
 |
|
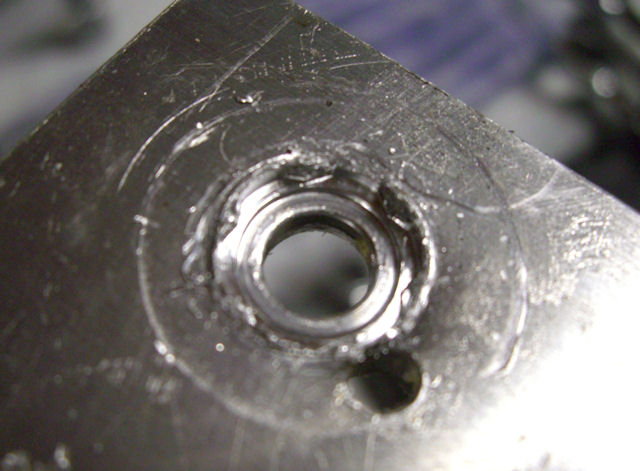
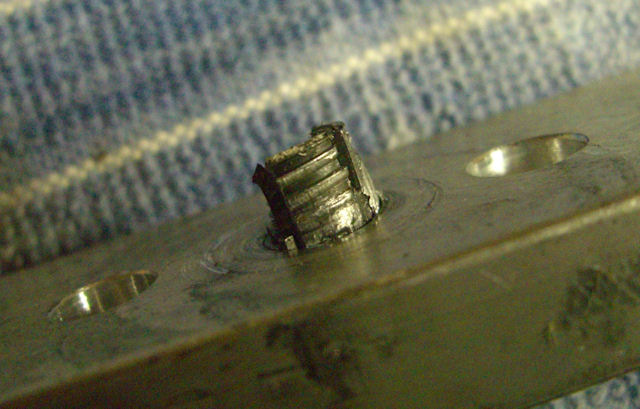
Success! I
finally forced the KeenSert to rip out the
aluminum threads. |
 |
What does this all prove?
Probably nothing because it wasn't done in the same cast
aluminum as the TAs are made from but it did show that
those KeenSerts are pretty tough. I liked the fact that
a Grade 5 bolt head snapped off without damaging the
KeenSerts and it was fun to do.
|